


機床數據采集核心方案與價值指南
在機械加工行業,機床是生產制造的核心載體,機床數據采集則是機加工廠數字化轉型的底層核心,是實現生產透明化、設備高效運維、工藝優化升級、質量全鏈路追溯的基礎。當前絕大多數機加企業的數字化卡點,都集中在機床設備的數據打通環節,本文將從行業落地實操角度,全面拆解機床數據采集的適配范圍、可采集核心參數、數據應用場景、系統對接方案,為機加工廠數字化升級提供可落地的完整參考。
一、機床數據采集的行業核心難點
機加車間的機床設備數據采集,普遍面臨三大落地卡點,也是制約數字化落地的核心痛點:
數控系統品牌繁雜,協議封閉適配難度大:機加車間往往存在進口、國產多品牌機床混雜的情況,不同數控系統的通訊協議差異大、封閉性強,小眾系統、老舊機床更是缺乏標準采集方案,單一方案難以實現全車間設備全覆蓋。
采集維度不全,數據價值無法釋放:基礎采集僅能獲取設備啟停狀態,無法覆蓋加工工藝、刀具狀態、坐標參數等核心維度,采集的數據無法支撐設備運維、工藝優化、生產管控等深度應用,只能做簡單的狀態展示。
數據孤島嚴重,與管理系統完全脫節:機床采集的數據無法與MES、ERP等上層管理系統無縫打通,導致生產排產、工單管理、質量追溯缺乏真實實時的設備數據支撐,管理系統淪為“人工填報工具”,IT與OT層完全割裂。
人工管理效率低、風險高:設備稼動率、產量統計依賴人工巡檢填報,數據滯后、誤差大;刀具磨損、設備異常無法提前預判,只能事后維修,極易造成非計劃停機、工件報廢,給生產帶來不可逆的損失。
二、機床數據采集主流適配范圍
成熟的工業級邊緣采集方案,可實現市面絕大多數主流數控系統的全覆蓋,無需復雜二次開發,即可快速完成機床設備接入,核心適配范圍包括:
發那科(FANUC)、三菱、西門子、新代、兄弟、哈斯(Hass)、凱恩帝、廣數(GSK)、華中數控、寶元、馬扎克(MAZAK)等市面主流進口、國產數控系統,無論是高端五軸聯動加工中心,還是普通數控車床、老舊加工設備,均可穩定接入。
數控品牌 | 數控系統型號 |
發那科FANUC | 0iD/F/B/C、15i、16i、18i、21i,30i,31i,32i,35i,Power Motion i-A/D/H |
三菱Mitsubishi | M700/M700V/M70/M70V/E70/M800/M80/E80 |
西門子Siemens | 828D、828DSL、840DSL、802DSL、808DSL |
新代Syntec | 網口全系列【版本10.116.16X以上版本】 |
廣數GSK | 980網口、988TD、988TA |
兄弟Brother | TC-32B/22B/S2C/31B/32BN/S2Cz/S2D、S300/S500/S700 |
哈斯HAAS | 全系列 |
凱恩帝 | V4.3.00b、V5.1.00c |
馬扎克MAZAK | Smart、Smooth |
華中數控 | 網口全系列【1.24版本及以上】 |
寶元Lnc | 網口全系列 |
海德漢Heidenhan | TNC640、620 |
錸鈉克Lynuc | 網口全系列 |
老舊機床 | 可采集:加工次數、周期、設備運行/停機/故障狀態、運行/停機/故障時間、稼動率等 |
落地部署核心優勢
工業級采集方案普遍采用非侵入式部署模式,通過工業以太網通訊方式完成數據采集,不修改機床原有加工程序、不破壞設備原生控制邏輯,可快速完成部署,完全不影響工廠正常生產節奏,新建智能產線與老舊設備改造均可快速適配。
三、機床數據采集核心參數維度
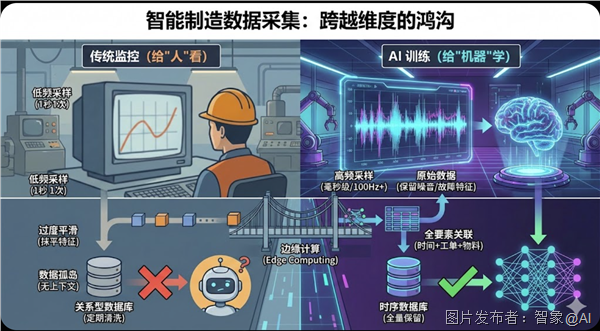
通過工業級邊緣采集網關,可實現機床全流程核心加工參數的毫秒級精準采集,完整覆蓋機加工生產、運維、工藝全要素,核心采集維度分為三大類,可實現超200項核心參數的實時采集與上報:
設備運維與狀態參數:設備運行/停機/故障實時狀態、各狀態持續時長、設備稼動率、開關機記錄、報警代碼與報警詳情、故障發生時間、MTBF(平均無故障時間)、MTTR(平均修復時間)、循環時間、切削時間等。
加工生產與工藝參數:工單產量、加工周期、程序名、程序執行進度、機械坐標、相對坐標、主軸轉速、主軸負載、主軸倍率、進給軸轉速、進給軸負載、進給倍率、宏變量、工件計數等核心加工數據。
刀具管理相關參數:當前刀具號、刀具壽命、刀具使用時長、刀具補償參數、刀具磨損數據等,為刀具全生命周期管理提供精準數據支撐。
采集過程可實現數據本地緩存+斷點續傳,斷網時數據本地安全存儲,網絡恢復后自動續傳上報,徹底解決工業現場網絡波動導致的數據丟失問題,保障數據的完整性、連續性與實時性。

四、機床采集數據的核心應用場景
采集的全量機床數據,可通過工業物聯網平臺落地到機加工生產全流程管理場景,真正實現數據驅動生產優化、降本增效,核心應用場景包括:
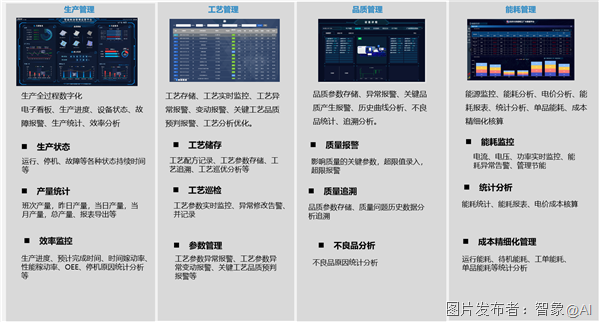
1. 生產全流程透明化管理
實現機加工生產全過程數字化管控,通過車間電子看板、PC端與移動端界面,實時展示每臺機床的運行狀態、加工進度、工單完成情況,生產進度全程可掌控;基于采集的工件計數、加工周期數據,實現工單完工自動報工,徹底告別人工巡檢、手動填報,數據零誤差、實時同步。
2. 設備效率精細化分析
自動完成機床稼動率、設備OEE(綜合效率)的多維度統計分析,可按設備、班次、工單、產品品類拆分統計,精準定位設備待機、空跑、故障停機等非有效生產時間,針對性優化生產排程與設備調度,最大化釋放設備產能。
3. 刀具全生命周期管理
基于刀具使用時長、切削次數、負載數據,實現刀具壽命實時監控,達到壽命閾值自動預警提醒換刀,避免刀具過度磨損導致的工件報廢、設備損傷;同時可監控刀具異常負載,提前預判崩刀風險,及時停機干預,從源頭減少生產損耗。
4. 設備預測性維護
基于機床運行數據、故障報警記錄、主軸與進給軸負載數據,實時監控設備健康狀態,預判軸承磨損、絲桿精度下降等潛在故障風險,提前推送維護預警,變“事后維修”為“預測性維護”,大幅減少非計劃停機時間,降低設備維修成本。
5. 加工工藝優化與合規管控
通過加工工藝參數的全量采集與沉淀,分析主軸轉速、進給量等參數與產品精度、加工效率的關聯關系,助力工藝參數尋優,提升加工效率與產品良品率;同時可監控工藝參數與加工程序的合規性,杜絕私自修改程序、參數超差加工的違規操作,保障產品加工一致性。
6. 無效生產監控與管控
可精準監控機床空跑、待機無加工、倍率違規調整等無效生產行為,統計無效生產時長與占比,針對性優化生產管理流程,減少設備空轉帶來的能耗浪費與產能損耗,實現精益化生產。
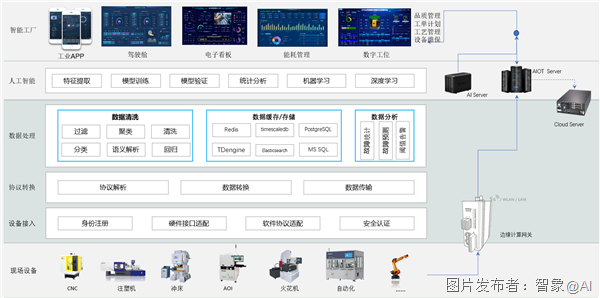
五、數據系統對接能力
采集的機床設備數據支持雙向靈活對接,既可以直接接入配套的工業物聯網平臺實現全場景可視化應用,也可無縫對接企業現有第三方管理系統,打破數據孤島,實現IT與OT的深度融合。
平臺級應用對接:可直接接入工業物聯網(AIoT)平臺,實現上述生產管控、設備運維、工藝分析、報表統計等全場景的可視化應用與數據管理,開箱即用,快速落地。
第三方管理系統對接:提供標準化API接口,可無縫對接企業現有MES、ERP、SCADA、WMS等管理系統,實現雙向數據閉環:
上行:機床采集的生產進度、設備狀態、工藝參數、產量數據等,可實時同步至MES等系統,為生產排程、工單管理、質量追溯、成本核算提供真實、實時的數據支撐;
下行:可接收MES系統下發的工單、標準工藝參數、加工程序指令,實現加工任務與工藝要求的快速下發,減少人工錄入操作,杜絕人為參數錯誤。

六、機床數據采集的落地價值
通過成熟的機床數據采集方案落地,可幫助機加工廠實現可量化的降本增效,核心價值體現在四大維度:
提升生產效率:生產進度實時可視,設備瓶頸精準定位,實現科學排產與資源調度,生產協同效率提升10%以上,設備綜合效率(OEE)可提升15%-20%。
降低生產損耗:刀具壽命管理與異常預警,減少刀具崩損導致的工件報廢;工藝合規管控與參數超差預警,降低批量不良品率,生產損耗平均降低30%以上。
減少停機損失:設備異常實時告警,預測性維護提前規避故障風險,大幅縮短故障響應與處理時間,非計劃停機時間減少40%以上。
提升管理效率:生產數據自動統計、報表自動生成,告別低效的人工巡檢與手動核算,數據實時準確,為管理層科學決策提供數據支撐,大幅降低管理成本,實現精益化生產管理。
方案落地參考
本文方案與技術能力,來自深耕智能制造15年、服務富士康、立訊精密、一汽大眾等500+制造企業的智象九維。其自主研發的VBOX工業級邊緣計算網關,專為機床等工業設備數據采集打造,內置2000+工業協議,可實現主流數控系統即插即用,已在數百家機加工廠完成落地驗證,可提供從機床數據采集、AIoT平臺搭建到管理系統對接的一站式數字化解決方案,助力機加企業低成本、高效率完成數字化升級。




 投訴建議
投訴建議
提交
注塑機數據采集實現與MES的雙向數據閉環
設備智能化改造打通MES與設備最后一公里

設備數據采集方案,賦能制造企業數智化轉型
面向工業AI的設備數據采集標準與實踐路徑